Applications of Spherical Disc Valve

Spherical Disc Valve Uses: Unlocking Their Versatility
Introduction:
Imagine a world where fluids, gases, and slurries flow freely and precisely, without leaks or inefficiencies. This precision is often thanks to specialized components, and among the unsung heroes of fluid control is the spherical disc valve. These robust and versatile valves play a crucial role in countless industries, from water treatment to heavy mining. But what exactly are spherical disc valves, and where do their unique characteristics make them indispensable? This post will delve into the fascinating applications of spherical disc valves, exploring their benefits and the diverse scenarios where they truly shine.
What Makes Spherical Disc Valves Unique?
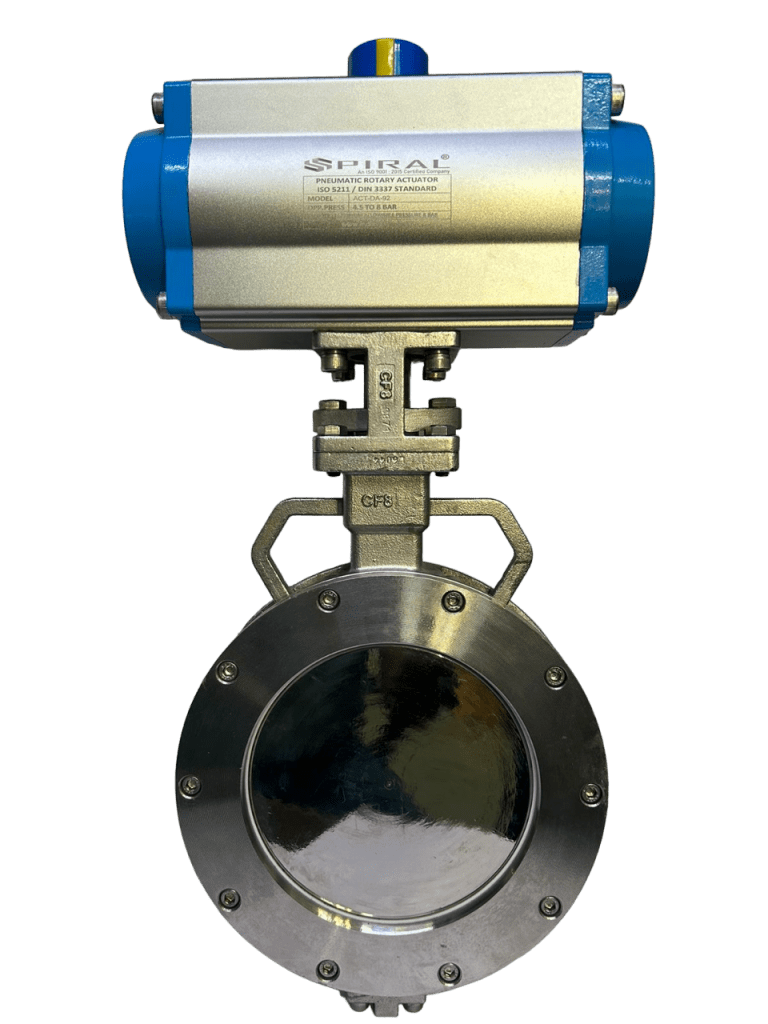
Before diving into their uses, let’s understand what sets spherical disc valves apart. Unlike traditional ball or butterfly valves, spherical disc valves feature a disc that rotates within a spherical body, creating a tight seal with minimal friction. This design offers several key advantages:
- Superior Sealing: The spherical seating ensures a tight, bubble-tight shut-off, even with abrasive or corrosive media.
- Reduced Wear and Tear: The disc’s rotation minimizes contact with the seat during opening and closing, extending the valve’s lifespan.
- High Flow Capacity: The full-bore design, when open, provides unrestricted flow, minimizing pressure drop.
- Excellent for Slurries and Abrasives: The self-wiping action of the disc prevents material buildup, making them ideal for challenging media.
- Bi-directional Flow: Many designs allow flow in both directions, simplifying pipeline design.
These characteristics make them a preferred choice in industries where reliability and efficiency are paramount.
Key Applications of Spherical Disc Valves
The unique design of spherical disc valves lends them to a wide array of applications across various sectors:
1. Water and Wastewater Treatment Plants
In water treatment, controlling the flow of raw water, treated water, and various chemicals is critical. Spherical disc valves are widely used here for:
- Controlling Raw Water Intake: Managing the flow from rivers or reservoirs into treatment facilities.
- Chemical Dosing Lines: Precisely regulating the addition of chemicals like chlorine or coagulants.
- Sludge Handling: Their ability to manage abrasive slurries makes them perfect for controlling the flow of sludge.
- Backwash Systems: Used in filter backwash operations where solid particles are present.
Their resistance to corrosion and ability to handle suspended solids make them an excellent fit for the demanding environment of water utilities.
2. Mining and Mineral Processing
The mining industry presents one of the most challenging environments for valves, due to the presence of highly abrasive slurries containing rock fragments, sand, and other minerals. Here, the applications of spherical disc valves are particularly vital:
- Tailings Management: Controlling the flow of waste slurries to disposal areas.
- Concentrate Slurries: Handling the movement of valuable mineral concentrates.
- Flotation Circuits: Regulating the flow within processes designed to separate minerals.
- Hydrocyclone Feeds: Managing highly abrasive feeds into separation equipment.
A leading valve manufacturer reported that spherical disc valves used in mining applications often last significantly longer than other valve types, reducing costly downtime.
3. Power Generation (Coal-Fired and Hydroelectric)
In power plants, spherical disc valves are employed for various critical tasks:
- Ash Handling Systems: Managing the highly abrasive fly ash and bottom ash slurries.
- Coal Slurry Transport: In some systems, coal is transported as a slurry.
- Cooling Water Systems: Regulating large volumes of cooling water.
Their robust construction ensures reliable operation in high-pressure and high-temperature environments.
4. Pulp and Paper Industry
The pulp and paper industry involves handling fibrous slurries and various chemicals. Spherical disc valves are ideal for:
- Pulp Slurries: Controlling the flow of pulp at various concentrations.
- Chemical Recovery: Managing the flow of corrosive chemicals used in the pulping process.
- Waste Treatment: Handling wastewater containing fibers and chemicals.
Their self-wiping action helps prevent clogging and buildup, which is common with fibrous materials.
5. Chemical and Petrochemical Industries
While ball valves are common, spherical disc valves offer advantages in specific chemical and petrochemical applications, especially where:
- Abrasive Catalysts: Handling slurries containing abrasive catalyst particles.
- Viscous Fluids: Managing highly viscous or sticky media where other valves might struggle.
- Corrosive Slurries: Their robust materials can withstand aggressive chemical attack.
Advantages Beyond Application: Why Choose Spherical Disc Valves?
Beyond their specific industrial uses, the fundamental benefits of spherical disc valves contribute to their widespread adoption:
- Reduced Maintenance: Their durable design and resistance to wear mean less frequent maintenance and lower operational costs.
- Longer Lifespan: Compared to many traditional valve types, spherical disc valves often have a significantly longer operational life in demanding conditions.
- Improved Safety: The tight shut-off prevents leaks, enhancing safety, especially with hazardous materials.
- Operational Efficiency: Minimal pressure drop and reliable flow control contribute to overall system efficiency.
For more information on valve types and their industrial applications, you might find this resource on industrial valves helpful: Understanding actuator valve technology and Ball Valve: working, usage and feature. Also, consider reading our blog post on Addressing valve leakage for a deeper dive into how valves are operated.
The Future of Flow Control: Continued Innovation
As industries continue to evolve, the demand for more efficient, reliable, and durable flow control solutions will only grow. Spherical disc valve technology is also advancing, with manufacturers focusing on:
- Advanced Materials: Developing new alloys and coatings for even greater resistance to corrosion and abrasion.
- Smart Valve Technology: Integrating sensors and automation for predictive maintenance and remote operation.
- Customized Designs: Tailoring valves to specific customer needs and unique process parameters.
Conclusion: The Indispensable Spherical Disc Valve
From the intricate networks of water treatment plants to the harsh realities of mining operations, the applications of spherical disc valves are vast and varied. Their unique design, offering superior sealing, resistance to abrasion, and long lifespan, makes them an indispensable component in environments where reliability and efficiency are paramount. As industries continue to push the boundaries of performance, the spherical disc valve will undoubtedly remain a cornerstone of effective fluid and slurry management, ensuring smooth and safe operations worldwide.
Considering spherical disc valves for your next project? Contact us today to learn more about how these robust solutions can benefit your specific application!